
Detecting the crafting technique – a trace catalogue:

Metalworking techniques leave characteristic traces on the material, which help, when known, to reconstruct parts of the operational sequence in artefact production. In the following common Bronze Age metalworking techniques are compared, resulting in a trace catalogue allowing the allocation of a specific technique to an artefact solely through a superficial examination. Here, a comparative detailed study of the belt plate manufactured by the goldsmith Boas (A) in the 1890s, and a corresponding disc, which was crafted via cire perdue (B), revealed important technique-related differences.
With the cold-worked disc made by Boas (A) it was not only proved that bronze can be worked with bronze, but also the idea of crafting spirals using spiral stamps was born. The uniformity of the spirals on prehistoric artefacts has always attracted the attention of archaeologists. As no ‘fan-like’ structure was visible in the centre of the spirals of this experimentally punched artefact, the discussions around this characteristic of punched decorative elements was to be reopened, ending in a schism of science, where one part supports the punch theory and the other defends the idea of decorating wax models with stamp-like tools. With this experiment in 1890, new insights concerning the preservation of crafting traces were gained.
In the following, the detail to which one can separate both techniques, the cold-worked punched decorated disc and the model-decorated lost wax cast disc, is described. The casting of artefacts, as well as the working with bronze tools on bronze, leaves distinct marks. Even if the trained craftsperson’s eye might be able to clearly define the technique used, the archaeologist will not solve the mysteries of production without knowledge of the traces left by specific techniques. First, the knowledge of the specific traces left by a specific technique will allow a secure definition of the artefact’s crafting.
Typical characteristics of each technique, as well as different results of comparable crafting units, were recorded by macrophotography and are set out below:
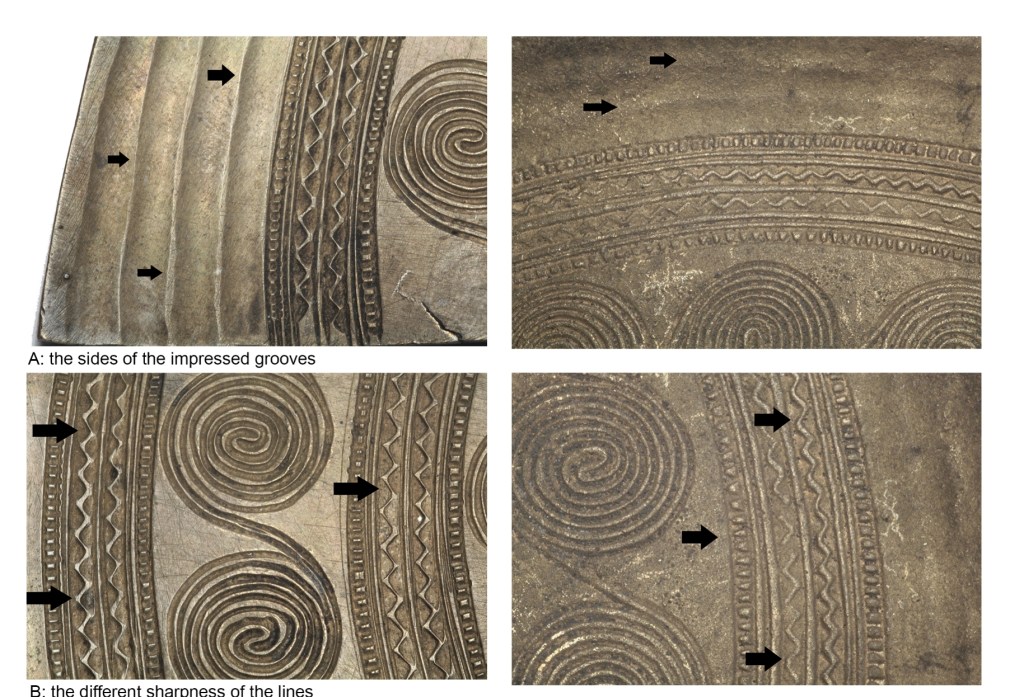
- One of the crucial differences, visible to the naked eye, is the surface structure of the piece and the nature of the decorative borders.
- The edges of the inserted decoration are sharp and occasionally show tool attempts, such as small offsets in the grooves when crafted with punches in metal. As such, the decoration of the cast disc consists mostly of soft, flowing lines without significant breaks.
- The gentle transition from the surface to the wide, edge-accompanying grooves with clearly visible pores (cast skin), is a characteristic feature of cast objects (this characteristic is subject to strong variations due to the quality of the cast).
- Partly washed-out contours of the decoration are indicative for a cast object and suggest that the liquid metal did not fill the mould completely.
- Sharp edges of the incised grooves and protruding ridges are characteristic for the the metal-decorated piece.

- Especially, the triangle-ribbon displays clearly the characteristics of decoration applied using metal form-punches: a variable line width of the ridge; punch marks which are slightly offset and partly at different depths; and a different degree of rounded corners due to the use-wear of the tool.
Rønne (1991) suggested that the uniformity of the spirals, especially, serves as a determining factor for the possible use of a stamp. The direct comparison of the cast disc and the one that was punched supports this. However, only on closer inspection can the irregularities in the line width, deviations in the spacing between the single turns, and the ridge width, be seen on the handmade spiral from Boas.
- Specific markers are, here, small displacements and tapered points within the turns, which act as evidence for interruptions in the workflow.
- Compared to the imprint of a spiral stamp, no such interruptions occur.
- The punched spiral reveals changes in line widths towards the centre of the spiral, due to the width of the punches. The spirals applied in the model are significantly more regular, which is why the use of a stamp-like tool is assumed.
- The spiral-decoration shows detailed differences between the spirals, mostly deformations of the spirals (in horizontal or vertical oval), or individual areas are not properly reproduced while casting.
- Differences in size are frequently observed.
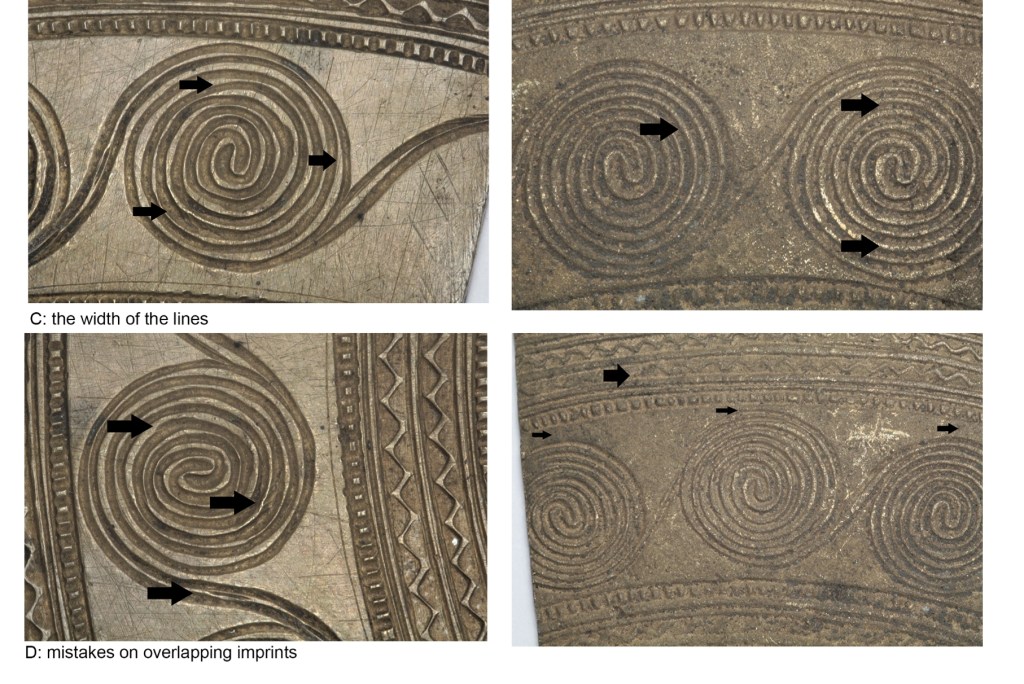
Another criterion, by which the distinction between the two techniques is facilitated, is the way in which the spirals are connected. Each technique has its own specific characteristics. Within the creation of models that should be cast in lost-forms, it can be assumed that errors made while creating the model remain in the finished piece. Inadequate connections or defects in the connection points are thus already made during the preparation of the model. However, making a model has some advantages, such as making certain repairs without leaving distinct traces on the finished piece. The trained eye will nevertheless see such repairs, i.e. accumulations of material where a decorative element was filled out. Distinct features to determine crafting via model making include regularly occurring offsets in the grooves between the spiral end and the connective line, and overlapping within the grooves, as arrow-like impressions.

Since, however, a different working sequence is needed for the crafting of a punched spiral-decorated disc, the documentable traces will also differ. According to the discretion of the craftsman an ongoing spiral series can be made in two ways: (a) all spirals are individually, and in one fluid motion, punched, and the connective lines attached after the completion of the spirals; (b) the spiral series is made in a continuous movement, wherein the connective lines are applied as part of each spiral. Both of these explained ‘ways of doing’ have distinct features that are mainly due to the different movements. While crafting a spiral series in two steps (example a) the point where the connective line and the spiral meet can easily become visible as a thickening or an offset in the grooves. Additionally, deviations in the line style (line width, bending and depth of each groove) are to be expected between the single spirals (Figure D). When applied in one fluid motion variations in the distance between two parallel connecting lines can also occur if one line is applied from right to left and the other is made left to right. The distance between the spirals, and thus the length of the connective lines, will likely be more uniform in this variant than in version (b), since significantly more pronounced skills related to units of measurement are needed here.
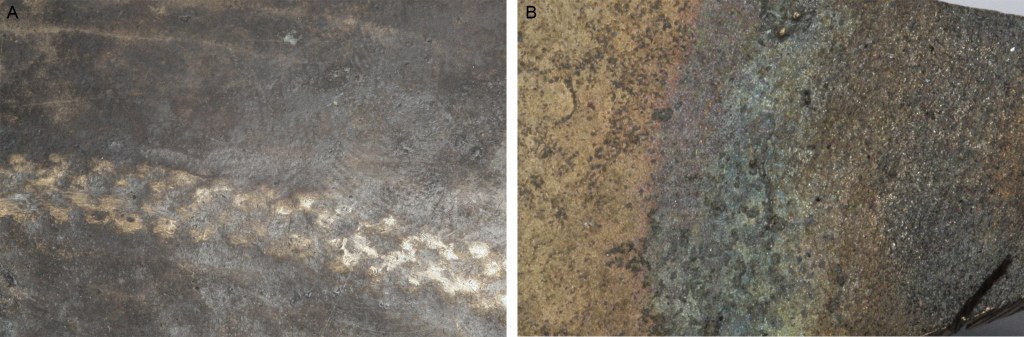
In addition to the features previously mentioned, the reverse side of the ornaments can be used for identification of the crafting technique. Depending on the material strength, the negative forms of the applied decorations are notable when produced by plastic deformation, meaning with help of punches. he changes in the surface structure are particularly clear even if the material is as thick as the examined piece. The back of the cast disc reveals typical features for cast items (B): a porous structure, discolouration, scares and shrink-holes. Weak negative forms can also be recognisable on the reverse side of a cast artefact, but only when they occurred while crafting the wax model and have not been reworked. Whether negative imprints of the decoration occur depends primarily on the material thickness and the force from the introduction of the decoration in the model as well as in the metal.
All pictures are taken by Heide Nørgaard and can be used in presentations and articles provided the original author and source are credited, in this case Nørgaard 2018 Bronze Age Metalwork.
